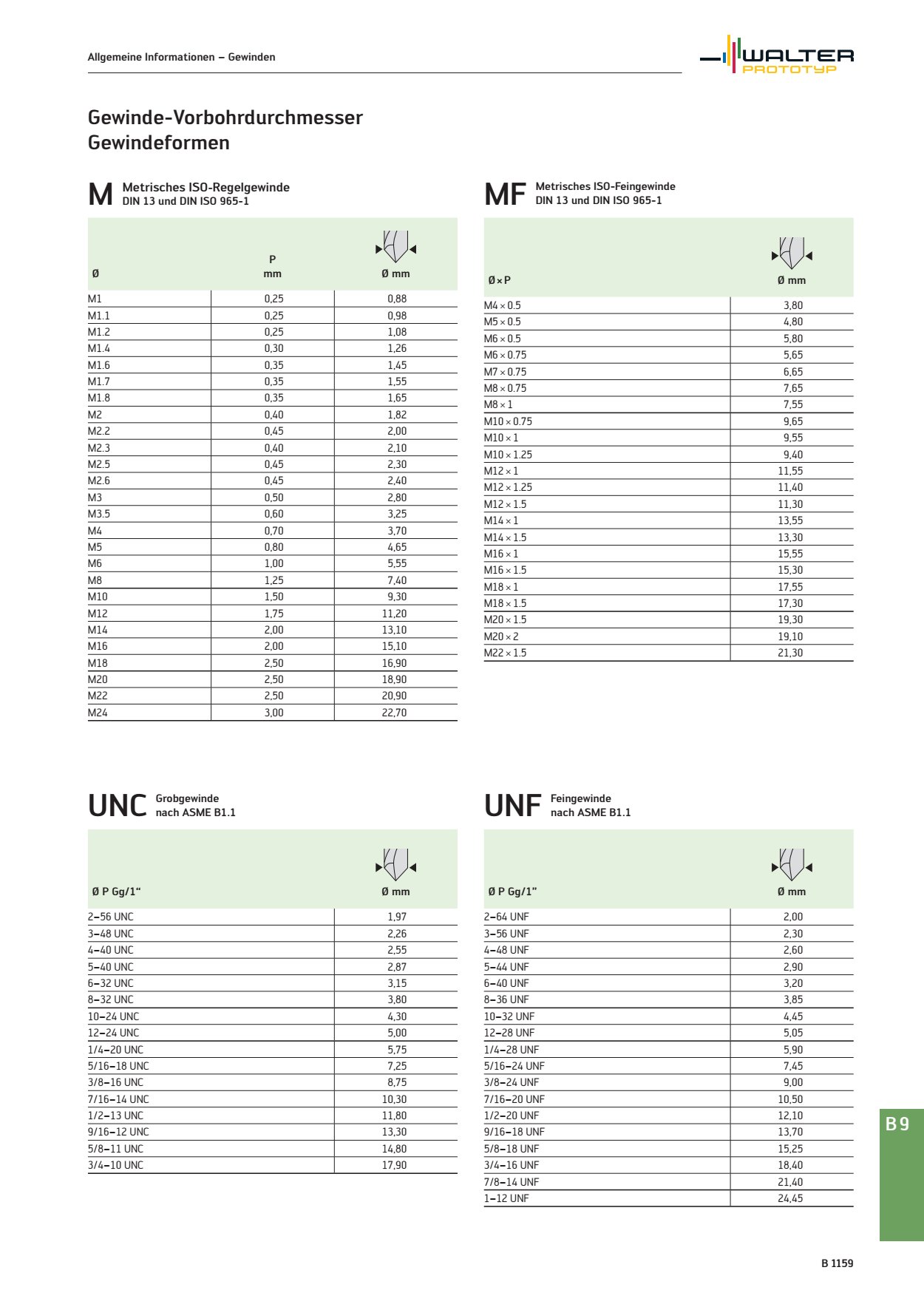
M6 Gewinde Vorbohren
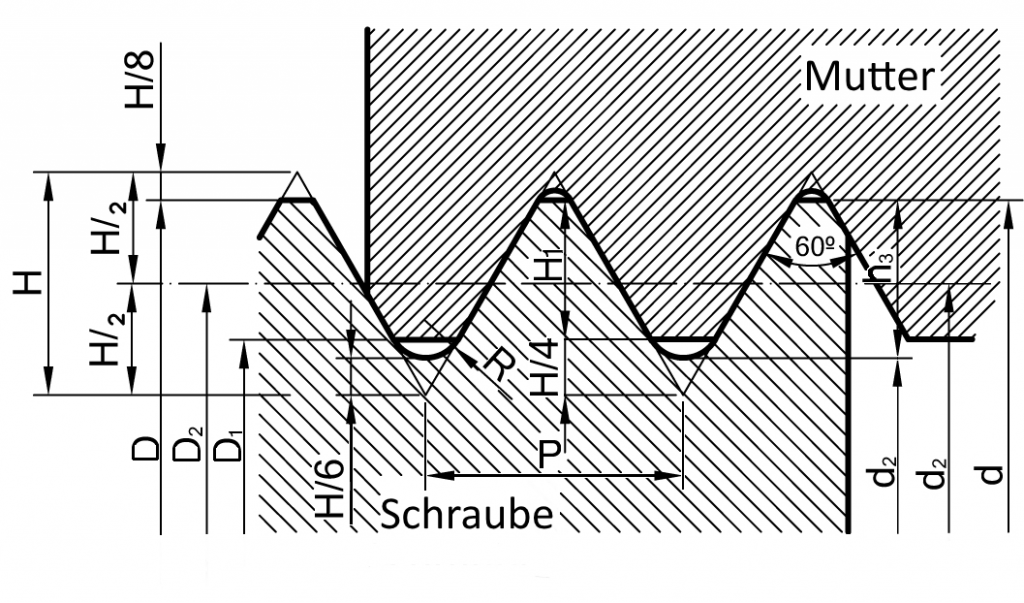
Metrisches ISO-Gewinde DIN 13 T1. INDUSTRIETECHNIK UMRECHNUNGSTABELLE Bestimmung der Gewindeabmessung Metrisches Feingewinde.
كينيا البصيرة ماتيس M4 Kernloch Amazon Rdarajouri Com
Dann drehen Sie wieder weiter und wiederholen diesen.

M6 gewinde vorbohren. Steigung p 100 mm. Tabelle - metrische Gewinde. Technologien für den sicheren Halt.
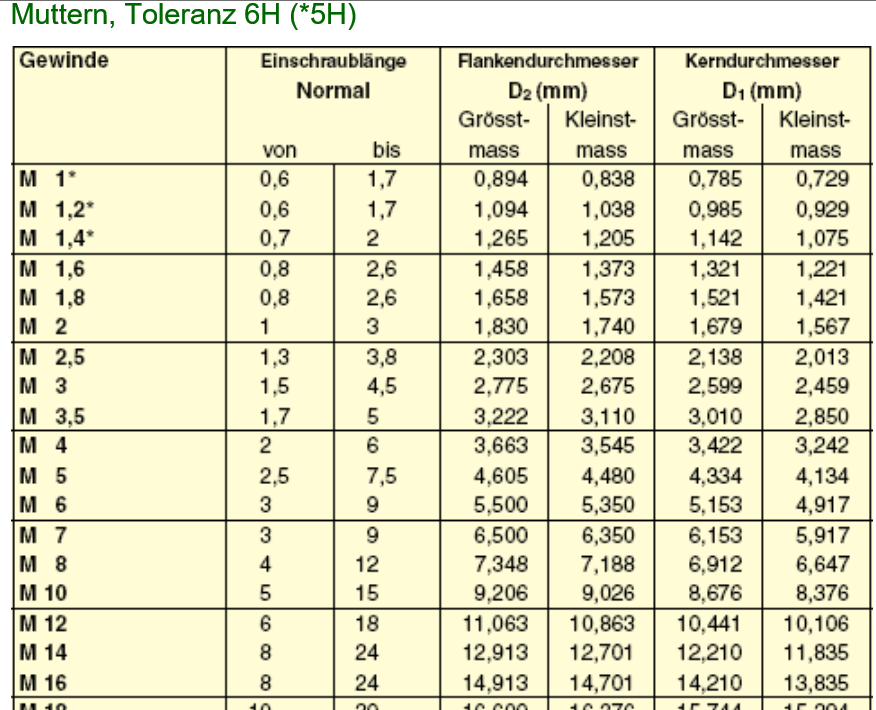
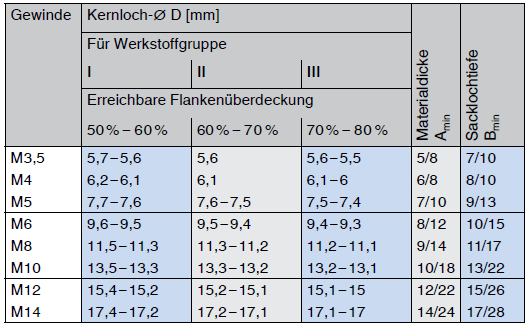
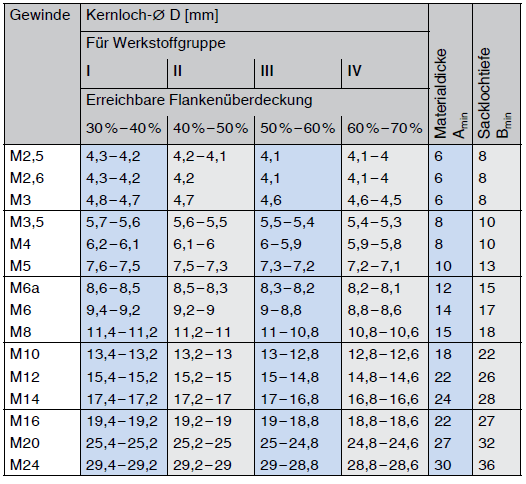
Als Gewinde Kernloch wird eine Bohrung bezeichnet in die ein Innengewinde geschnitten wird. 163 - 02 mm. Metrisches ISO-Feingewinde DIN 13.
ISO - Feingewinde 6H 4H1 Metric ISO - Fine Thread 6H 4H Kern- Muttergewinde loch Kern-Ø Nut Thread P Drill-Ø Minor-Ø Ø mm ØB Min. Beim Vorbohren sollte man mit mittlerer Drehzahl arbeiten damit es keine Brandflecken gibt. 72 rows HeliCoil schafft ein hochfestes Gewinde und.
EG-M6 EG-M8 EG-MIO EG-M12 EG-M14 EG-M16 EG-M18 EG-M20 EG-M22 EG-M24 EG-M27 Abmessung Nenn-ø x Steigung M16 x 1 5 M17xO 5 M17xO 75 M17x1 M17x1 25 M17x1 5 M18xO 5 M18xO 75 M18x1 M18x1 M18x1 5 M18x2 M19x1 M19x1 5 M20 x M20 x 075 M20x1 125 M20x15 M20x2 M22 xo5 M22 x 075 M22x1 M22x 125 M22 x M22 x 2 M24 xo5 M24 x 075 M24 x 1 M24 x. Gewinde - Kernloch-Ø und Kern-Ø Muttergewinde Drill-Ø for Threads and Minor-Ø of Nut Threads M Metr. M6 Außengewinde Nennmaße Schraube Nenndurchmesser d 600 mm.
Zu M6 Werkzeug-Sets m6 m6 bmw m6 gewinde vorbohren m6 gewinde m60 m6 schraube m65. Zollgewinde grob UNC-Zollgewinde Zollgewinde fein UNF-Zollgewinde Metrisches ISO. Finden Sie günstige M6-Schnäppchen in der Kategorie Werkzeug-SetszB.
Von Hand gaaaanz langsam Gewinde M6 eingedreht mit 10er-Bohrer eine Mulde vor das Gewinde gesetzt in welche der Stummel des Scheibenwischer-Motors rein passt so daß die Stange seitlich gestützt und der Gewindestummel am Motor die mechanische Belastung nicht alleine tragen muß. Beschichtete Werkzeuge auf Anfrage. Unabhängig von der Holzart sollte man bei geringen Randabständen oder besonders schmalen Holzstücken immer vorbohren da ansonsten der Bereich ausbrechen kann.
Kern- Muttergewinde loch Kern-Ø. Höhe des Profildreieck h 0866 mm. M8 84 mm 22 g Stück.
123 - 02 mm. Möchten Sie zwei Holzteile miteinander. Kerndurchmesser d 1 4773 mm.
Tang-Break-Off Use only HELICOIL- Tang-Break-Off-tools. Während Sie beim Gewindeschneiden ein kleineres Kernloch benötigen müssen Sie beim Gewindeformen darauf achten dass das Kernloch größer ausfällt. Beim Gewindeformer entsteht das Gewinde spanlos durch.
Stahlpanzerrohrgewinde PG-Gewinde Whitworth-Gewinde. M8 70 eigentlich 68 M10 90 85 M12 100 102 Nach dem Bohren kann die Kante mit einem Senker entgratet werden. Eingesetzt wird der Gewindeformer ähnlich wie ein Gewindebohrer.
Metrisches ISO-Gewinde DIN 13 T1 bei Edelstahl empfiehlt es sich ab M6 den Kernlochbohrer um 02mm größer zu wählen Kernloch-bohrer fein mittel M 1 075 025 11 12 08 M11 085 025 12 13 09 M12 095 025 13 14 1 M14 11 03 15 16 12 M16 13 035 32. 8 Kerb-Konus-Vertriebs-GmbH Postfach 1663 92206 Amberg Telefon 49 9621 679-0 Telefax 49 9621 679444 Anwendung Der Gewinde-Einsatz Ensat-SSI mit Schneidschlitz ist ein selbst-schneidendes Verbindungs - element zur Herstellung hoch - belast barerverschleißfester. Whitworth-Rohrgewinde für Rohre und Fittings.
Dieser Gewinde-Toleranzrechner ermöglicht Ihnen bei gegebener Gewindebezeichnung und Gewindetoleranz. Der Unterschied liegt darin dass ein Gewindeschneider wie der Name schon sagt das Gewinde schneidet und beim Schneidevorgang auch Späne entstehen. Gewindetabelle Register und Maßtabelle für das metrische ISO Regel Gewinde M6 Außengewinde.
Eingesetzt wird der Gewindeformer ähnlich wie ein Gewindebohrer. Steigungswinkel ß 340 Grad. Flankendurchmesser d 2 5350 mm.
Wenn Sie zu langsam bohren dann sind die Bohrlöcher meist unsauber. 195 rows Das Kernloch wird mit einem Kernlochspiralbohrer vorgebohrt. Sie drehen den Gewindebohrer mit einem Windeisen circa eine viertelte bis halbe Umdrehung dann etwas zurück um den Span zu brechen.
15 rows M6 63 mm 12 g Stück. Der Gewindeformer ist ein Werkzeug zur spanlosen Herstellung von Innengewinden. Nun wird der Vorbohrer eingedreht und Schneidöl aufgeträufelt.
Tabelle zur Feststellung der Gewindeabmessung. Metrisches ISO-Gewinde DIN 13. M10 105 mm 37 g.
Der entscheidende Unterschied der beiden Verfahren steckt aber im Detail. ISO - Regelgewinde 6H 5H1 Metric ISO - Coarse Thread 6H 5H MF Metr. Um ein Gewinde zu formen müssen Sie ähnlich wie beim Gewindeschneiden ein Kernloch vorbohren.
Das Kernlochmaß errechnet sich nämlich anders als beim.
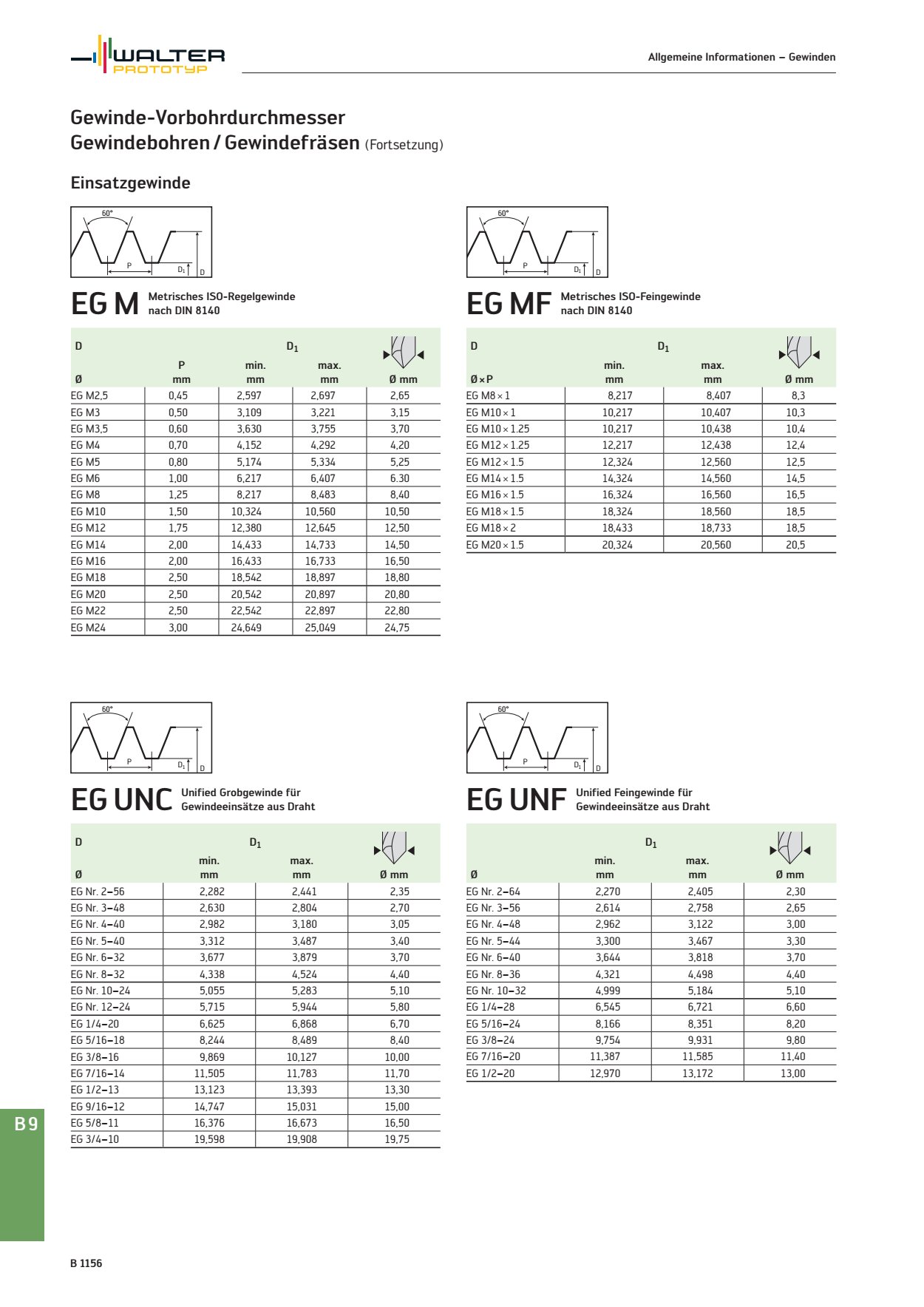
Gewinde Vorbohrdurchmesser Gewindebohren Gewindefrasen

Gewinde Dingens Gottisdingensseitendingens
Kernlochdurchmesser M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M12 Anzugsmoment De

Vorbohren

Metrisches Feingewinde Tabelle Zur Bestimmung Der Gewindeabmessung
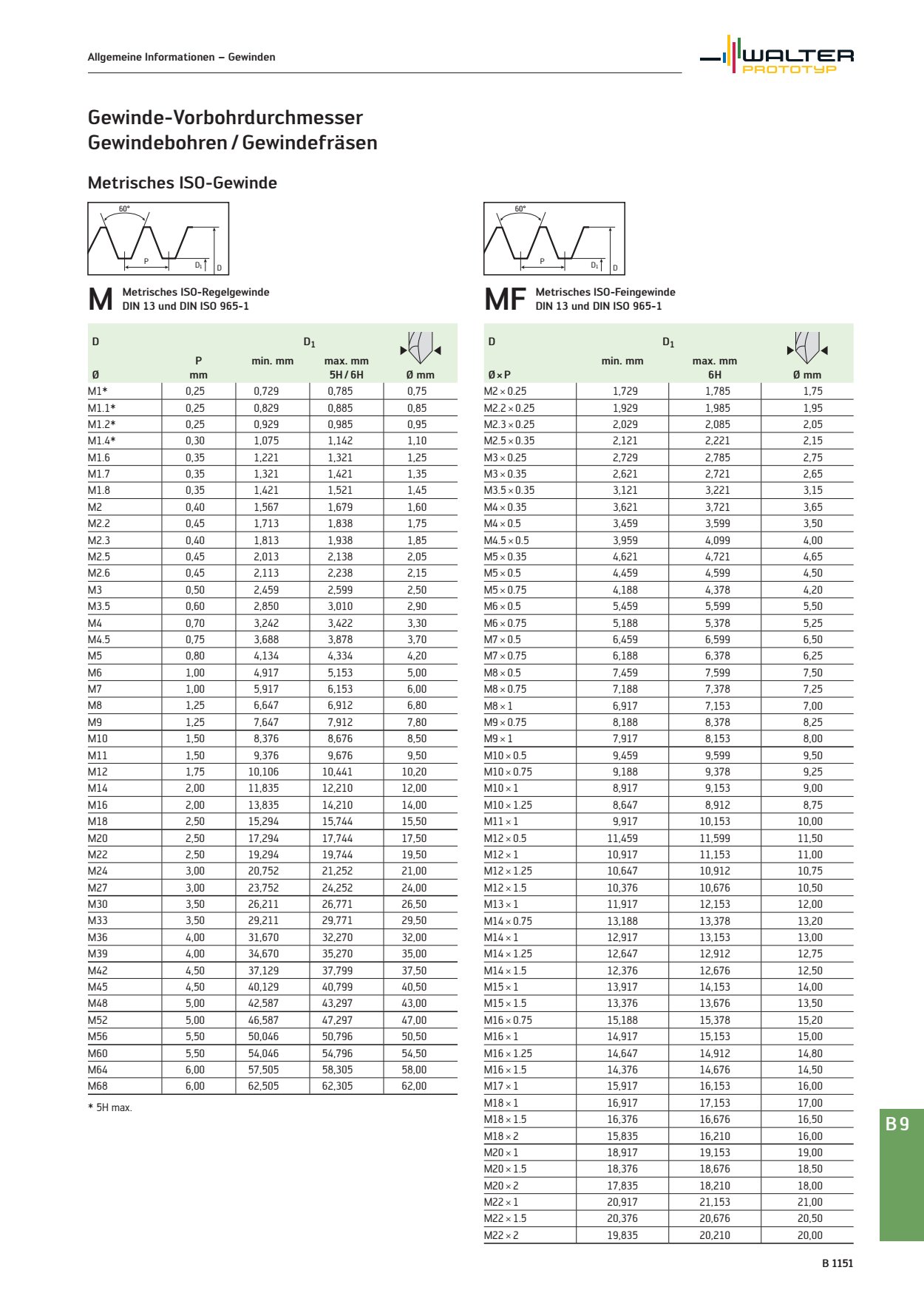
Gewinde Vorbohrdurchmesser Gewindebohren Gewindefrasen

Die 21 Besten Ideen Zu Metrische Gewinde Fraseinsatz Geschenkideen Zum 60 Kraft Und Bewegung

Corintian Hss Tin Spiralgewindebohrer Form C Rsp 35 O M2 M24 Universeller Gewindebohrer Gewindeschneider Maschinengewindebohrer M2 Amazon De Baumarkt
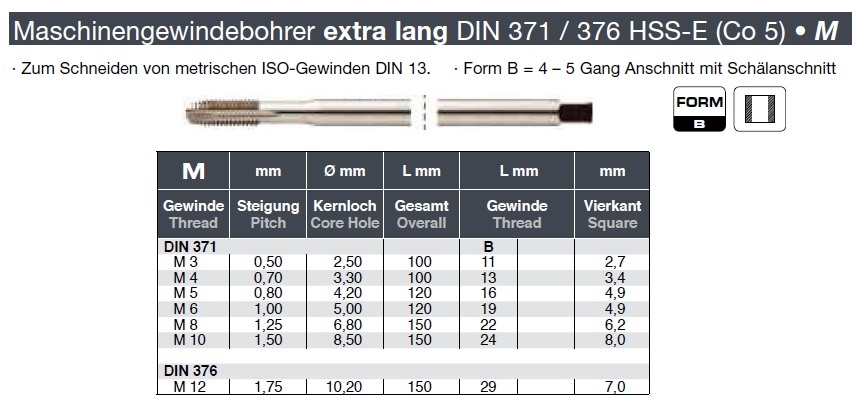
Maschinengewindebohrer Din 371 Din 376 Hss E Co 5 Kobaltlegiert Form B Extra Lang Schrauben Gunstige Sicherheitsschrauben Zubehor Mehr

Kernlochdurchmesser M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M12 Anzugsmoment De

Kernloch Wikipedia

Kernloch M6 Durchmesser Feste

Regan Mitarbeiter Emulation Kernloch M3 Amazon So Wie Das Statistiken Ballett
Bohrtabelle Fur Metrisches Iso Gewinde Nach Din 13 1

Kernlochdurchmesser M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M12 Anzugsmoment De
Transfusion Pionier Clip M3 Gewinde Vorbohren Amazon Suncani Zal Com
Transfusion Pionier Clip M3 Gewinde Vorbohren Amazon Suncani Zal Com

M6 Gewinde Schneiden Selbst De
Gewinde Vorbohrdurchmesser Gewindeformen Metrisches




